De basisconstructie bestaat uit kop, hals en hiel: ik begin met het maken van de kop. De verschillende stadia van het maken van de kop zijn hieronder uitgetekend, en worden verderop meer gedetailleerd beschreven:
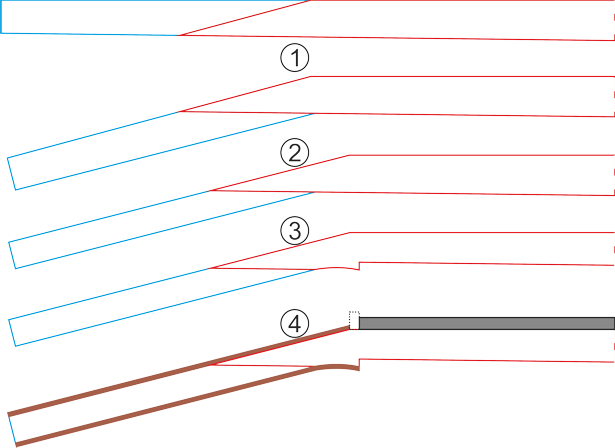
- De kop wordt eraf gezaagd en er andersom aangelijmd
- Teruggeschaafd tot de juiste dikte
- De overgang aan de achterzijde wordt vormgegeven
- Het kopfineer wordt aangebracht (topkam en toets later)
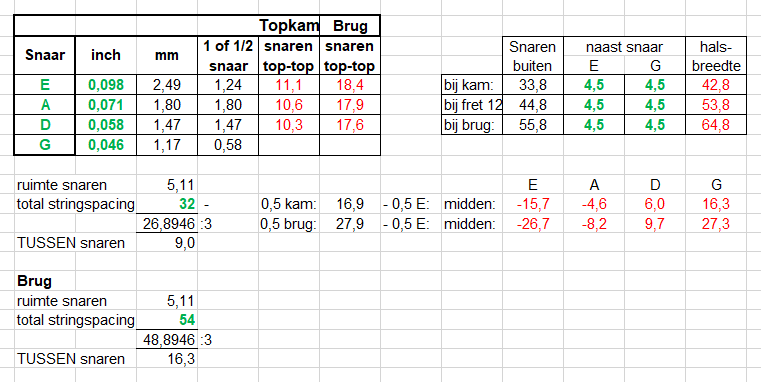
Het halshout is 22-25 mm dik, en wordt uiteindelijk teruggebracht naar 18,5 mm, met toets erbij wordt de dikte dan 24,5 mm, bij het dikste deel van de hals, vlak voor de hiel.
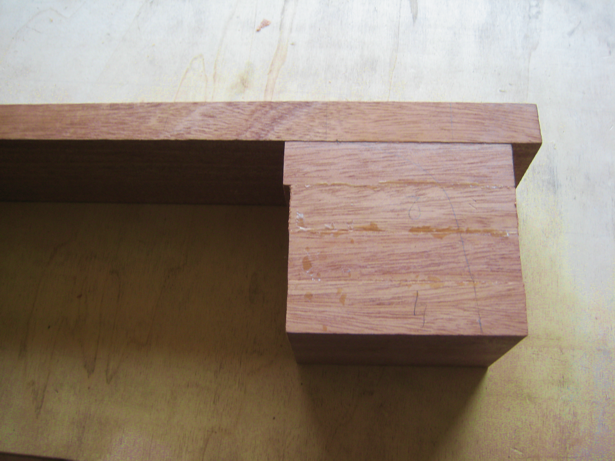
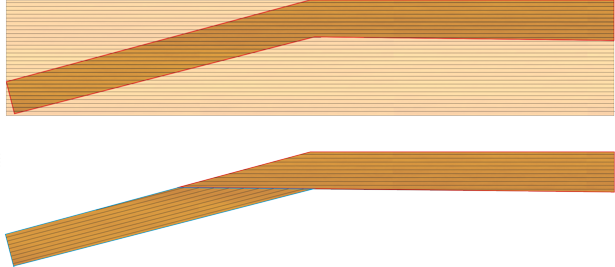 Deze tekening laat zien waarom de hals niet simpelweg uit een stuk hout wordt gezaagd, maar de scarf joint wordt toegepast: in het eerste geval zijn de houtnerven zo kort dat het gevaar bestaat dat door stoten of vallen in combinatie met de snaarspanning een breuk ontstaat langs de nerven.
Deze tekening laat zien waarom de hals niet simpelweg uit een stuk hout wordt gezaagd, maar de scarf joint wordt toegepast: in het eerste geval zijn de houtnerven zo kort dat het gevaar bestaat dat door stoten of vallen in combinatie met de snaarspanning een breuk ontstaat langs de nerven.









Halsbevestiging frezen
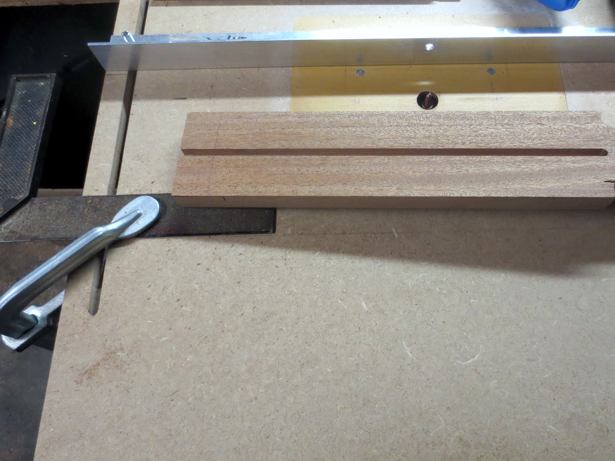
 Om de freesdiepte te bepalen wordt op de hals de plek waar de kastrand moet komen afgetekend (zes-snarige gitaren meestal bij fret 12 of 14, maar dit is niet noodzakelijk), en de hals wordt in de freesjig gemonteerd. Zoals ook beschreven bij de jig wordt in eerste instantie onder een hoek van 90° gefreesd, of alvast een kleinere hoek als bij voorbaat bekend is dat een kleine halshoek nodig is.
Om de freesdiepte te bepalen wordt op de hals de plek waar de kastrand moet komen afgetekend (zes-snarige gitaren meestal bij fret 12 of 14, maar dit is niet noodzakelijk), en de hals wordt in de freesjig gemonteerd. Zoals ook beschreven bij de jig wordt in eerste instantie onder een hoek van 90° gefreesd, of alvast een kleinere hoek als bij voorbaat bekend is dat een kleine halshoek nodig is.
Hoe de juiste halshoek wordt verkregen wordt uiteengezet op de pagina ‘Halshoek bepalen‘.
Na de eerste keer frezen wordt de pen ingekort tot de diepte van de sleuf. Met de hals op zijn plek wordt de rei langs de hals gelegd, 2 punten rakend: het afgetekende raakpunt op de brug en de kastrand bij de hals. Bovenaan de hals wordt bij de topkam de diepte van de rei gemeten: de afstand tot het bovenvlak bepaalt de dikte van het opvulblokje waarmee de hals voor de laatste freesactie in de freesjig wordt gezet. Indien geen freesjig wordt gebruikt, wordt de hals met de rei en de twee raakpunten in de juiste positie gezet, vervolgens op de hiel onder de afgetekende fret een lijn parallel aan de kast getekend, en wordt alles passend gemaakt met zaag, beitel, vijl, etc.
Eerst wordt nog gecontroleerd of het midden van de hals in lijn ligt met de middellijn van de klankkast. Een eventuele correctie is nu nog mogelijk door de hals scheef in de freesjig te plaatsen of de ‘Schouders’ van de gitaar bij te werken.
Hals vastschroeven
In de kast en de hals worden twee gaten precies tegenover elkaar geboord. Het is de bedoeling dat een M5 imbusschroef vanuit de kast in de hals wordt geschroefd, het gat in de kast wordt 6 mm.
In de hals wordt een rampamoer met binnendraad M5 gedraaid. De kern is 8 mm, de buitendiameter 10. Het gat in de hals wordt 8 mm.
Dat lijmen van de hals de sustain bevordert is inmiddels na onderzoek weersproken, maar als er toch gelijmd wordt is het aan te bevelen dit met beenderlijm te doen, omdat dit in geval van een neck-reset nog ongedaan kan worden gemaakt.
Bij de eerste twee gitaren bleek achteraf dat rampamoeren niet goed werken in het kopse hout: ze draaien gemakkelijk dol en worden er dan bij het vastzetten van de hals uitgetrokken. Vastlijmen met epoxy blijkt effectief.
Bij de latere bouwsels worden dwarsmoeren gebruikt: 10×16 mm, M6. Hiermee wordt bovenstaand probleem geëlimineerd.