 Het frezen van de sponningen voor binding en purfling met de frees direct steunend op het voor- of achterblad is niet ideaal. De bladen zijn bol, en hebben bovendien niet overal dezelfde hoek met de zijwanden. Als de sponningen op die manier worden gefreesd, komen ze daardoor in meer of mindere mate schuin in de zijwand. Dit heeft tot gevolg dat ook de bindings scheef komen te zitten. Als de hoek altijd gelijk zou zijn zou dit niet echt een probleem vormen, maar omdat de hoek varieert zit de binding onder een hoek die varieert tussen 0° en 4°. Dit zorgt bij een binding van 7 mm hoog voor een verloop van 0,5 mm op een totale breedte van 2 mm. Dit is 25% van de totale dikte, wat vrij veel is en daardoor goed zichtbaar als je er op let. Ik heb een bekend principe gebruikt voor een opstelling die ervoor zorgt dat de sponningen altijd evenwijdig aan de zijwand worden gefreesd, waardoor de bindings overal even breed blijven.
Het frezen van de sponningen voor binding en purfling met de frees direct steunend op het voor- of achterblad is niet ideaal. De bladen zijn bol, en hebben bovendien niet overal dezelfde hoek met de zijwanden. Als de sponningen op die manier worden gefreesd, komen ze daardoor in meer of mindere mate schuin in de zijwand. Dit heeft tot gevolg dat ook de bindings scheef komen te zitten. Als de hoek altijd gelijk zou zijn zou dit niet echt een probleem vormen, maar omdat de hoek varieert zit de binding onder een hoek die varieert tussen 0° en 4°. Dit zorgt bij een binding van 7 mm hoog voor een verloop van 0,5 mm op een totale breedte van 2 mm. Dit is 25% van de totale dikte, wat vrij veel is en daardoor goed zichtbaar als je er op let. Ik heb een bekend principe gebruikt voor een opstelling die ervoor zorgt dat de sponningen altijd evenwijdig aan de zijwand worden gefreesd, waardoor de bindings overal even breed blijven.
 Het principe van de jig:
Het principe van de jig:
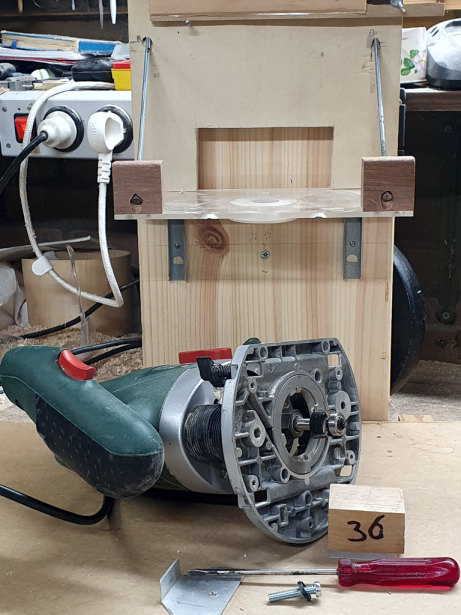
- Een toren met twee verticaal geplaatste ladegeleiders waaraan de frees wordt bevestigd
- een katrol voor een contragewicht, waardoor de frees met slechts geringe druk over de kast glijdt
- Een slede, waarin de gitaar vastgezet wordt en horizontaal kan worden rondbewogen
De basis bestaat uit een plaat MDF, groot genoeg om een gitaar alle richtingen op te bewegen. Onder de plaat komen op strategische plekken balkjes ter versteviging en om de toren stevig te bevestigen. De toren is afneembaar, zodat het geheel weinig ruimte inneemt in de opslag. Aan de twee verticale ladegeleiders wordt een plateau voor de frees bevestigd. Bovenin bevindt zich de katrol waarover het koord loopt met daaraan het contragewicht. Dit werkt beter dan een veer, omdat de druk altijd gelijk blijft, onafhankelijk van de dikte van de kast. De resterende druk van de frees op de gitaarkast bedraagt ca. 300 gram.
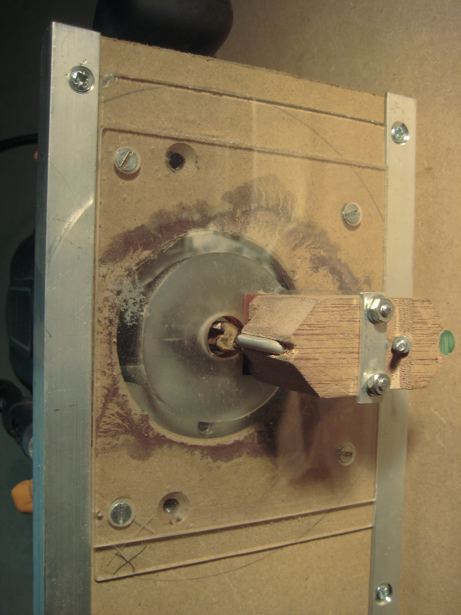
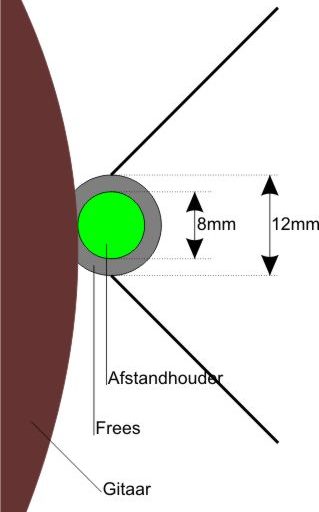
 Om beter zicht te hebben tijdens het frezen zijn de onderdelen onder de frees gemaakt van doorzichtig perspex. De frees die gebruikt wordt heeft een diameter van 21 mm, het gat waar de frees door steekt is 22 mm wijd. Het deel dat op de gitaar rust is cirkelvormig. De binnenste 4 mm zijn plat, daarna geleidelijk oplopend naar buiten om de glooiing van de bladen te ontwijken. Het perspex is na bewerking glad gepolijst waardoor het weer doorzichtig is en soepel over de gitaar glijdt.
Om beter zicht te hebben tijdens het frezen zijn de onderdelen onder de frees gemaakt van doorzichtig perspex. De frees die gebruikt wordt heeft een diameter van 21 mm, het gat waar de frees door steekt is 22 mm wijd. Het deel dat op de gitaar rust is cirkelvormig. De binnenste 4 mm zijn plat, daarna geleidelijk oplopend naar buiten om de glooiing van de bladen te ontwijken. Het perspex is na bewerking glad gepolijst waardoor het weer doorzichtig is en soepel over de gitaar glijdt.
 Ik maak gebruik van een sponningfrees met verwisselbare lagers waardoor voor de purfling en de binding dezelfde frees kan worden gebruikt. Onderaan deze pagina het alternatief voor deze frees, dat ik voorheen gebruikte.
Ik maak gebruik van een sponningfrees met verwisselbare lagers waardoor voor de purfling en de binding dezelfde frees kan worden gebruikt. Onderaan deze pagina het alternatief voor deze frees, dat ik voorheen gebruikte.
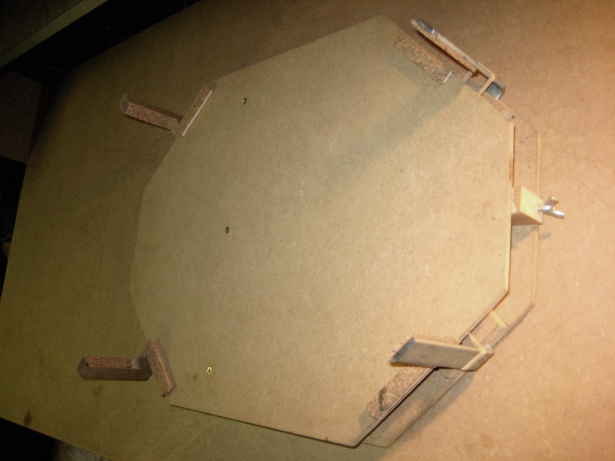 Om de gitaar zodanig langs de frees te laten lopen dat de zijwanden parallel aan de frees lopen, is een soort slee gemaakt, waarmee de gitaar soepel over het werkblad kan worden bewogen. Op vier hoekpunten is een glazen knikker gemonteerd, waardoor nagenoeg wrijvingsloos kan worden bewogen. Omdat een gitaar aan de halskant minimaal 10 mm dunner is dan aan de staartkant, zal de gitaar schuin moeten worden ondersteund: hiervoor is de slee voorzien van een verstelbaar kantelmechanisme.
Om de gitaar zodanig langs de frees te laten lopen dat de zijwanden parallel aan de frees lopen, is een soort slee gemaakt, waarmee de gitaar soepel over het werkblad kan worden bewogen. Op vier hoekpunten is een glazen knikker gemonteerd, waardoor nagenoeg wrijvingsloos kan worden bewogen. Omdat een gitaar aan de halskant minimaal 10 mm dunner is dan aan de staartkant, zal de gitaar schuin moeten worden ondersteund: hiervoor is de slee voorzien van een verstelbaar kantelmechanisme.
 De gitaar wordt zover gekanteld, dat ook aan de kop en de staart de zijwanden precies loodrecht op de bodemplaat komen te staan (bij mijn bouwmethode met de solera zitten de zijwanden haaks op het voorblad, terwijl het achterblad de naar achteren aflopende zijwanden volgt). De gitaar wordt geklemd m.b.v. vier haakse beugels: twee vaste en twee beweegbare (om gitaren van alle afmetingen te kunnen bevatten). De beweegbare zijn met schroeven strak te zetten.
De gitaar wordt zover gekanteld, dat ook aan de kop en de staart de zijwanden precies loodrecht op de bodemplaat komen te staan (bij mijn bouwmethode met de solera zitten de zijwanden haaks op het voorblad, terwijl het achterblad de naar achteren aflopende zijwanden volgt). De gitaar wordt geklemd m.b.v. vier haakse beugels: twee vaste en twee beweegbare (om gitaren van alle afmetingen te kunnen bevatten). De beweegbare zijn met schroeven strak te zetten.
 De frees wordt eerst afgesteld op de juiste diepte voor de purfling. Deze wordt als eerste gefreesd, daarna de binding: als de binding het eerst wordt gedaan is er geen zijwand meer aanwezig om het lager te geleiden voor het frezen van de purfling. Daarna wordt het lager verwisseld voor het frezen van de binding. Deze is ca 2,2 mm breed, de sponning maak ik 2 mm. De 0,2 mm extra wordt met een schraapstaal weggewerkt, zodat de zijwand naadloos overloopt in de bindings.
De frees wordt eerst afgesteld op de juiste diepte voor de purfling. Deze wordt als eerste gefreesd, daarna de binding: als de binding het eerst wordt gedaan is er geen zijwand meer aanwezig om het lager te geleiden voor het frezen van de purfling. Daarna wordt het lager verwisseld voor het frezen van de binding. Deze is ca 2,2 mm breed, de sponning maak ik 2 mm. De 0,2 mm extra wordt met een schraapstaal weggewerkt, zodat de zijwand naadloos overloopt in de bindings.
Hoewel het prettiger werkt de gitaar tegen de draairichting van de frees in te bewegen, is het aan te bevelen eerst met de draairichting van de frees mee te bewegen (wel goed afremmen!). Dit voorkomt dat er stukken uit de broze zijwand worden geslagen. Voor de eerste pass plak ik rondom een strook tape voor het geleiden van het lager, dan volgt zonder tape een 2e pass in de draairichting om alles mooi glad te frezen. Ik begin altijd met het voorblad, en wel op de plek waar de hals eventuele fouten camoufleert.